


发布时间:2019-05-24
(转载本网新闻 请注明出处!)
【内容提要】本文根据笔者多年生产制作扬琴的实践,阐述在扬琴制作过程中,对扬琴调试工序对扬琴品质优化的影响做以研究。即是将普通的装配操作转化为音质优化的工序内涵,把装配看作发挥扬琴结构音质显现最大化的一个技术手段。力求使装配工序成为整琴优化的基础,以“知其然知其所以然”的工作理念,细化操作流程,变随意操作为刻意操作。为提升扬琴制作中优质琴率找出切实可行的途径,以此促进乐器制作中的技术性工艺水平的发挥和提升。
【关 键 词】扬琴制作 工艺调试 规范操作
序言
扬琴调试工序又称扬琴配件装配,其中包括琴弦安装、琴马定位、滚轴摆放、琴马嵌丝、分弦梳理和调音整理等工序,是扬琴制作流程的最后一道生产工序,也是在琴体结构不能改变的情况下,尚能对扬琴品质及音质产生影响的关键一环。本文研究内容是将看似普通的装配操作,转化为工序操作规范意义的内涵,即是把装配看作发挥扬琴结构音质显现最大化的一个技术手段。力求使装配工序成为整琴优化的基础,以“知其然知其所以然”的工作理念,细化操作流程,变随意操作为刻意操作,把扬琴调试工序的规范操作看做提升扬琴品质和优化音质的基础条件。
俗话讲乐器的秉性是“琴随人走”,是指一件乐器须经过演奏家精心调整后才能在演奏中得心应手,那么,扬琴出厂前第一个遇到的人是调试工序的技师们,从此开始了“琴随人走”的历程。从这个意义上讲,每台扬琴的最佳音质要想充分地展现出来,从拴弦到调音整理每一步工序都至关重要。本文将结合制作实践中七个调试工序的规范操作,论述其对扬琴品质提升及音质优化的积极作用。
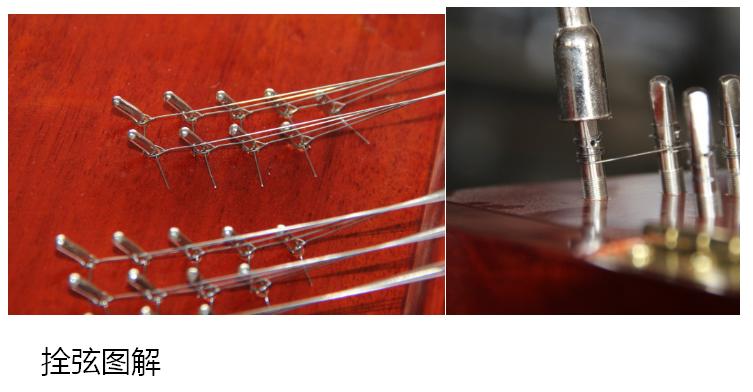
一、 拴弦方法与绕弦规范。
拴弦的好坏直接影响扬琴的音准稳定。乐海扬琴的拴弦方法是:钢弦右手拿弦头左手拿弦的另一端,右手交叉向后掏过弦,形成弦扣,然后挂在挂弦钉(小弦轴)上。取一定的长度,拿钳子剪断,留大约5至6厘米的弦尾,后穿入调音轴(大销钉)轴孔。琴弦在穿出轴孔端则弦不露头,随手下压露在轴孔外的琴弦使之形成一定角度,再使琴搬手将琴弦平行绕琴轴孔并保持依次向下环绕状态向下旋转两圈,检查绕在弦轴上的琴弦是否相邻紧密,尤其是第一圈琴弦缠绕应不高于弦轴孔。避免琴弦缠绕出间距过宽,在紧弦后会发出“嘎”的一声,这是琴弦绕轴的强力水平归位现象。如果在演奏中出现这种现象将影响扬琴产品品质。经分析这是因为第一圈弦与第二圈弦绕琴轴相差的空间比较大,导致有足够的空间向下滑 。第一圈向下滑,调好的音就会变化。因此,必须让琴弦绕在弦轴的每一圈之间的间隙变小。保证琴弦绕轴的规范操作,保证栓弦部分着力稳定不移位,这样就没有了明显的落音情况,在栓弦这个环节清除装配隐患。
二、拴弦后的提拉意义
在拴弦手法规范后会消除大幅度跑音的现象,但是微微跑弦的现象还是存在的。尤其是钢弦部分。因为左侧挂弦钉上的钢弦扣,都是工人们用手打的扣,用手打扣或多或少的存在着挂弦钉与弦扣接触不紧实,手挽的弦扣与挂弦钉柱之间产生逛量的情况。这种手打扣拴弦法极易跑弦落音的问题是国内扬琴厂普遍存在的问题,也是扬琴使用中反映扬琴经常跑弦的重要原因之一。即便是机器打扣也会有一定的跑音现象。这个挂弦轴琴扣松动跑弦的问题也一直在困扰着我们这道工序的质量。对此,乐海扬琴增加了一个工序手法,以最快、最有效的提弦方法来解决此类问题,即用手将琴弦向上提拉,使弦扣的逛量缩至最小并紧紧扣住挂弦钉。特别是钢弦,每个码牙上的每支弦都要提,目的就是让每支琴弦都能与销钉贴的更紧实,消除逛量,使琴弦扣没有了“还劲”的余地。扬琴因挂弦钉逛量跑音的情况大幅度减轻。如反复做几次几乎不会感觉到因挂弦钉逛量跑音的现象。甚至这根琴弦在演奏压揉技法时也纹丝不动,达到了如同古筝琴弦压颤时的“熟弦”状态。
三、各类滚轴的规范放置
扬琴在滚轴板上配置有若干滚轴支撑琴弦以做微调使用。有人认为滚轴的摆放位置只有变音功能而对扬琴的音质不会产生影响。在近年的生产实践及研究测试中证明:滚轴的大小、高低及摆放距离及在滚轴板上的摆放角度都有工艺意义,因为它在支撑琴弦或变音时还同时具有声音传导的作用,不可忽视。乐海扬琴公司经多次研讨并根据研发数据制定了操作规范。目的是找出所有影响扬琴结构音质(乐器因结构原因所产生的原始性音质)的因素,除避免滚轴摆放不规范而造成相碰杂音等之外,即考虑音位需要与美观排列及便捷操作,又将“滚轴摆放位置对音质的影响”的理念趋向最佳。例如,乐海402型扬琴的配置滚轴的型号有(8×7,8×8, 9×7, 9.5×8)四种。分别对应高音、中音、次中音、低音琴马各音位琴弦在滚轴板上的支撑点使用。它们的最佳摆放方法是:高音码用8×7型滚轴支撑琴弦,滚轴摆放在滚轴板凸槽条(滚板小条)的正中间位置,次中音码用9×7型的滚轴支撑,放滚板底层的中间,次中音码滚轴与在高音码小条放置的滚轴上下对应。中音码支撑用8×8型滚轴,低音用9.5×8型滚轴,它们与居中的次中音滚轴左右相隔1.5cm距离为最佳。其中的原因一是减少互相碰撞产生杂音的可能性;二是更有效的利用了有效弦长高音短、低音长的原理美观摆放,其规范的摆放位置有利于乐器音质优化研讨,因滚轴的支撑与传导效果取决于滚轴的摆放角度和与琴弦垂直状态是否最佳。
我们平常会接到一些客户的反馈说:“这琴刚买的时候非常好,为什么现在音色没有以前好了呢?”当相关人员赶到现场,我们都会发现他已经破坏了滚轴的摆放规律,改变的滚轴位置影响了乐器的设计音质。所以现在扬琴在出厂时,我们为高档和装有制音器的扬琴做有出厂时的滚轴位置标记。要求使用者当扬琴跑弦之后调音时,最好首先恢复原始摆放位置,避免移动滚轴偏离于出厂位置。
四、山口弦槽的分弦操作
402型扬琴有144根琴弦,是民族乐器中琴弦最多的乐器。这些琴弦根据需要以分组形式安置在各音位的琴马上,分别有二三四五根琴弦一组的形态。无论每组琴弦多少,都会在安装过程中出现琴弦紧贴的情况,这样的琴弦状态是不能使用的,必须将各组琴弦之间梳理出必要的间隔,才能使琴弦在击弦振动时不会相碰产生杂音或噪音。因此在装配工艺要求里有专门梳理琴弦的规范要求,以提高调音环节的工作效率。
为了更好的解决这种情况,乐海扬琴采用研制新型工艺,在配件预制中改革了山口丝的配件预制形态,在两侧山口条丝上刻有如琵琶山口一样的过弦槽沟。在安装琴弦时顺手就可以完成分弦,有效地避免了由于琴弦贴紧可能产生的杂音。为调音工序的正常进行提供了基础条件。分弦工序采用过弦槽来提高工效,分弦质量得以保证。这正是以小的改变产生大的作用,为乐海扬琴的装配工序完善及乐器品质提升做出了贡献。起到了事半功倍的效果。
五、码牙上的琴马嵌丝
琴马嵌丝在401扬琴转化为402型扬琴后增加的重要内容。这是针对骨质码牙经常被压出沟痕使调音时琴马两侧应力难以平衡的现象而改进的。聪明智慧的扬琴人在码牙上开沟放置铜丝,这样使其琴弦与码牙的接触点拉伸阻力减弱,码牙硬度及光洁度都有了改善,把两端应力不匀的情况解决了。但同时又出现了新的情况,小铜丝在装配及运输的过程中容易脱落,即便铜丝不脱落也容易上移下窜。现在则采用特制特形铜丝镶嵌进去,解决了码牙铜丝移位脱落的问题。目前的手工操作标准是安装正确与稳定铜丝。可及时发现撑裂琴马的隐患。但目前安装的工艺水平与效率有待提高,笔者相信,随着琴马研发的进步,如能尽早实施琴马镶嵌铜丝的预制件安装工序,可省略手式安装铜丝的程序,大幅度提高琴马装配质量。
六、调音中的琴马调整
琴马调整主要是指移动琴马位置,俗称打码子。是准确校正扬琴琴弦位置的主要手段,也是扬琴调试整理工序对扬琴音质调试影响最大的环节。扬琴有两次打码子的过程。第一次打码是调整摆放琴马的误差并将琴马各弦路的通道打通,避免琴马条因上下左右的摆放位置造成琴弦与弦轴间的水平误差或与琴马U底部刮碰或贴紧。方法是滚轴上好以后观察弦与滚板小条,码条偏上或偏下时做出相应调整。不上不下的弦,应当是在小条的正中间,弦偏离小条中心向上,说明码条摆放应向下打,或反之。琴马上下调整多适应于高音码,调正后,中音、次音和低音琴马只看互相有无剐蹭即可。第二次打码主要是按琴马间隔尺寸调整琴马位置以保证琴马与琴体内音梁的传导关系。
以乐海扬琴的琴体标准为例。如:
高音码位置与具体尺寸:左山口丝与高音琴马下数第一码牙纵向居中点的水平尺寸(距离)为385mm,山口丝与上数第一码牙水平距离为235mm。
中音琴马:是以高音琴马位置为标准,将高音码上数第二码牙正中间到中音码第一码牙正中间调为145mm。高音码下数第四码牙正中间到中音码下数第三码牙正中间调成125mm。
次中音琴马:下端是中音第一码牙到次中音第一码牙中100mm,上端是中音琴马上数第二牙到次中音琴马上数第一码牙为75mm。
低音琴马:下端是次中音琴马下数第一码牙到低音下数第一码牙为100mm距离,上端是次中音琴马上数第一码牙到低音上数第一码牙是75mm。
根据以上这些尺寸把琴马位置打到准确的位置,然后进入调音粗调工序。在粗调一遍后,琴马会有一个略微右倾的变化,因为弦的拉力过大会把琴马带偏。次中音和低音琴马尤为明显,这样就需要左右手提弦恢复原状。避免打码损伤琴马。方法是用左右手同时一起用力提起码牙左右两边的弦,然后右手中指稍向左顶住码牙,逐个向上右顶上移,使其自身别住的应力得以释放,恢复琴马相对垂直状态。有时需要用工具轻敲码子底部,使其与面板完美结合。如果是其它品种或型号的扬琴,也会有相应的工艺数据规范安装装配工序,原理不变。
以上是按数据调整琴马位置的情况。还有为微调音质而调整码位的现象。即是调音后发现扬琴的琴声发闷或发空,出现木头音浓时,可以向右或向左微敲码子底部,使琴马与音梁传导共振效果更好。当然,这种微调手法是专职人员依靠耳音辨听能力来调整扬琴音质的。
七、琴弦音的杂音消除
扬琴装配中出现杂音、噪音的情况较为复杂。可以用两种方法解决。一是消除潜在噪音源。寻找杂音可采用如下操作:1.检查分弦工序质量,再次梳理琴弦间距,避免琴弦振动产生相碰杂音。2.琴弦通过滚轴或山口时,压得不实,与山口虚接触在敲击时产生振动杂音。3.缠弦不发音一侧也会有音高,当琴弦通道上有刮碰处产生隐含杂音源,会在敲击某组琴弦音时产生共鸣杂音。4.如低音弦的滚轴两侧与铜车两侧贴上会产生相撞杂音。5.低音码上方与三牙码最后一道弦分不开容易产生杂音。6.中音弦与次中音弦在穿过山口槽(钻洞过弦)时,琴弦与山口条接触不实易产生杂音。7.缠弦本身缠绕不紧或有破损时以及琴体框架结构、面板、琴架、弦轴盖板合页、两侧琴盖等处的裂隙性部件杂音。二是预防噪音源起作用。即所有琴弦与琴体接触的地方采用消音毡垫,可预防和消除可能出现的杂音现象。总之。调试工序消除噪音的规范操作总体原则是预防杂音的产生条件即压实琴弦接触点,避免部件接碰,预防为主,提前安装消音毡垫,避免杂音与杂音源的形成。
结语
本文阐述从扬琴装配角度研究扬琴调试工序规范操作的同时。深深感到:扬琴调试工序的操作规范是一个不断产生制定并有所变化发展的事物。有什么样的工序标准及操作规范,就会有什么样的扬琴产品质量,在乐海公司,“操作规范”被看做是乐器制作一线师傅弘扬工匠精神的着眼点,是提升产品质量的法宝。
诚然,扬琴的调试工序是需要工作经验积累和工作内容发现与制定新的工艺规范标准。在扬琴生产中,基础性装配所需要的拴弦、摆码上配件及调音,再到整理调试等流程则虽是一成不变的。但研究扬琴调试工序的规范操作犹如盼望涓涓细流潺潺不止的琴声,追求扬琴品质音质纯净,音色优美、圆润,共鸣性好的愿望则是不断进取的。因此,我们热爱一线工作岗位,在追求科学化、数据化、规范化工艺操作的进程中,不断提高与完善对调试工序操作规范的认知。
随着扬琴调试工序的操作规范标准与生产工艺水平的不断提高, 乐海乐器员工在“中国乐器工匠精神”的鼓舞下,为实现“中国制造2025”的战略目标将发挥更加积极的作用。(乐海乐器公司研发部)